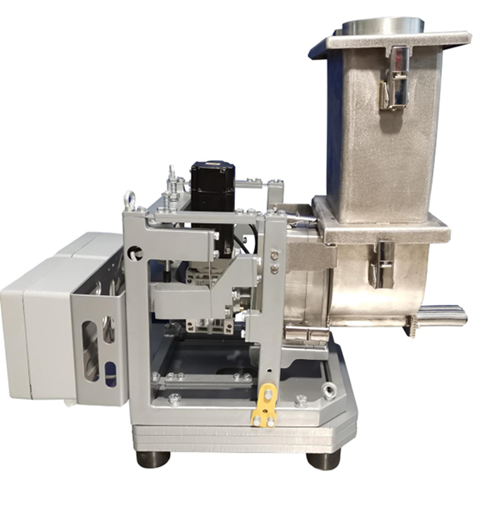
Nanjing Pege Loss in weight feeder
Dec 22, 2022
Loss-in-Weight Overview
Principle
In loss-in-weight feeding, the entire feeder, hopper and material are continuously weighed. As the feeder discharges material, the rate of decline in system weight is computed, and feeder speed is adjusted to maintain the desired (set) rate.
Advantages, Limitations and Considerations
Accuracy – In practice, with today’s advanced weighing and control technologies, reliably high performance accuracy is routinely realized, notwithstanding the significant demands placed on weighing and control operations in loss-in-weight feeding.
Range – Loss-in-weight feeding systems are available for the complete range of rates encountered in plastics compounding and extrusion operations.
Material Handling - Any feeding device suitable to the process material can be employed (e.g., screw, auger, vibrating tray, etc.). Even liquids whose specific gravity varies can be gravimetrically controlled by substituting the hopper/feeder with a holding tank and pump or control valve. (Related info)
Material Containment - Loss-in-weight feeders readily lend themselves to complete material containment where dusting or safety/toxicity concerns apply.
Tare – Under the loss-in-weight principle, moment-to-moment differences in weight matter, not absolute weight. Thus, for the purpose of feed rate control, tare becomes irrelevant.
Weighing – Considering the fact that loss-in-weight feeding involves the accurate detection of small, moment-to-moment changes in system weight while simultaneously weighing a relatively massive feeding system, the demands on the weighing system are substantial. Such measurement requires the highest possible levels of resolution, linearity and stability along with sophisticated filtering and signal processing to extract meaningful weight data from spurious disturbances such as jostling or ambient vibration in the process environment.
Isolation – Loss-in-weight feeders must be effectively isolated from their environment for accurate weighing. Flexible supply and discharge connections typically suffice for process connections, and appropriate measures may be needed at installation to assure that in-plant vibration is not transmitted to the feeder through its mounts.
Refill - Periodic hopper replenishment is required. During this intentionally brief phase, whether accomplished manually or by an automated system, weight measurement is unavailable due to the inflow of material, temporarily preventing true gravimetric control. For materials whose density does not increase appreciably with increasing headload (such as pellets, for example), feeder speed can be held constant throughout refill. Or, for variable-density powders, granules and the like, feeder speed may be automatically reduced to gradually slow feeder speed during refill, accurately compensating for the effect of increasing headload-related material compaction. (Related info)
Size - Unlike the other two operating principles presented below, the physical size and installation footprint of loss-in-weight feeding systems roughly corresponds to its feed rate range. This makes for a relatively small and compact feeder when handling additives, a major benefit where space is at a premium such as when clustering units over an extruder inlet. However, physical size may become a concern for higher rate installations. High-rate feeders tend to be large, require a correspondingly large installation footprint, and may also require a significant support structure.
Because of its high accuracy, innate material handling flexibility and ease of material containment, combined with enabling advances in weighing and control, loss-in-weight feeding has matured to become the dominant approach to gravimetric flow rate control since its introduction nearly 50 years ago.
Read More
 English
English français
français español
español



















 IPv6 network supported
IPv6 network supported